PRODUCT
BHT 1650EFC/1900EFC/2100EFC
Automatic Die Cutting & Creasing Machine with Stripping (Down Feeder)

Features Introduced

Lead edge feeder
Top gear and precise Lead Edge Feeder design, allowed consistent feeding with various quality corrugated board.
New technology polyurethane wheel surface with grid lifter and air cushion ensure smooth feeding and accurate alignment even warped board.
Fine vacuum suction adjustment through inverter adapts to wide range stock from F flute to double wall corrugate.

Sheet transmission and alignment section
Selectable left and right side push lays to ensure accurate alignment.
Advanced non-stop adjustment of feeding timing, reduce down time.
Front gauge non-stop back and forth adjustable to accommodate variation in gripper margin.
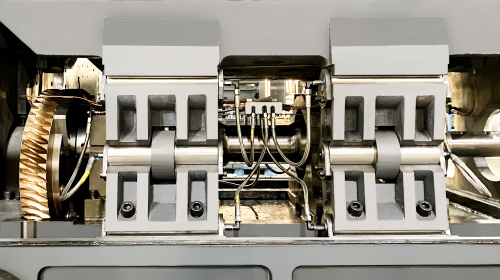
Variable speed worm gear drive device
Worm gear and toggle mechanism allows large motion angle hence minimum number and size of nicks at reasonable max. production speed.
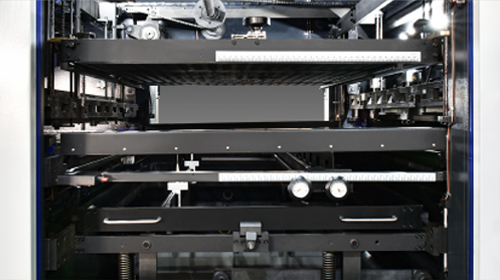
Three layer stripping section
Stationary middle stripping board, coupled with zero jerk, smooth upper frame motion curve with extra punch at the moment of impact to obtain cleaner waste removal.
Gripper bar register block at outlets of Stripping Station ensures the accuracy of stripping.
Center line system for quick stripping tool set up and change over, compatible with centerline.
Front edge waste removal system removes and transfers waste edge outside the machine via conveyor belt.

Paper counting & collecting section (Optional)
Escalator delivery fork cooperate with non-stop air cylinder for neat and positive conveying to belt table. Bundle Delivery table is ready for further connection with Breaker for inline operation (to be required at order).
Electrical batch counter as standard.
Spring loaded adjustable chain tensioner for maintaining constant tension thus reducing stress on chains and producing smooth gripper bar movement.

Auto non-stop collecting device (Optional)
Main collecting device and Auto non-stop collecting device switch automatically without any operation, which make the machine more efficient.
Configurations
| Feeding Unit | BHT 1650EFC/1900EFC/2100EFC |
| 01. High precision bottom suction cup paper feeding feida, feida at the bottom of the non-stop suction nozzle, vacuum adsorption way to send cardboard into the paper pressing roller, not easy to scratch the printing surface | 〇 |
| 02. Pneumatic side push baffle (right side) | 〇 |
| 03. Electrically controlled paper feed roller | 〇 |
| 04. Press paper and front gauge, double sheet detection device accurate response | 〇 |
| 05. Front hook adjustment device, cardboard bending up and down can be adjusted | 〇 |
| 06. Non-stop adjusting device for feeding step | 〇 |
| 07. Front and back position adjustment device, can be adjusted according to the size of the bite | 〇 |
| 08. Germany Baker brand blowing and suction dual vacuum pump | 〇 |
| 09. Right and left side positioning push gauge to ensure accurate positioning of cardboard side | 〇 |
| Die-cutting Unit | |
| 01. Ductile iron heavy main body and left and right wall panels and upper platform, lower platform | 〇 |
| 02. Imported worm gear, worm with 40CR crankshaft | 〇 |
| 03. Rotary device for die cutting bottom plate and cutter template | 〇 |
| 04. Automatic lubricating oil cooling and lubrication system in main transmission box | 〇 |
| 05. Imported torque limit overload protector | 〇 |
| 06. The whole set of imported anodized aluminum alloy tooth row and positioning structure 7 groups, each tooth row adopts adjustable tooth row structure | 〇 |
| 07. Import main drive chain | 〇 |
| 08. Imported intermittent divider | 〇 |
| 09. Gear transmission, accuracy | 〇 |
| 10. Main drive inlet pneumatic clutch brake device | 〇 |
| 11. Japanese SMC pressure detection device, pressure is too low alarm | 〇 |
| 12. Die-cut plate frame and die-cut bottom plate are locked by Japanese SMC gas regulator, to avoid the upper plate frame lock installation is not in place, effectively avoid the loss caused by human factors operation | 〇 |
| 13. Siemens brand main motor drive | 〇 |
| 14. The whole machine adopts centralized automatic oil supply system to ensure that the transmission part is not short of oil | 〇 |
| 15. Equipped with air storage tank to ensure the stable air pressure | 〇 |
| 16. Handle wheel – block pressure trimmer with gravity position indicator | 〇 |
| 17. The connection between the die cutting plate and the die cutting plate frame adopts the form of grasping snail mother and screws, and the central positioning system is used when loading, which is fast and accurate | 〇 |
| Stripping Unit (Clean up all sides) | |
| 01. Adopt upper and lower double frame waste cleaning mechanism | 〇 |
| 02. Adopt male and female models to achieve all kinds of waste | 〇 |
| 03. The installation of the middle waste cleaning board adopts the center line quick positioning installation mode, so that the operator can quickly install the waste cleaning board and improve the efficiency of changing the board | 〇 |
| 04. Mouth waste cleaning device | 〇 |
| Delivery Unit | |
| 01. The paper board surface is not easy to scratch and friction in the process of paper collecting by using the lifting platform of plug rod bracket and belt conveyor (special and optional for counting and stacking paper collecting) | △ |
| 02. Non-stop cylinder automatic paper receiving rack and automatic lifting bracket paper receiving table can be used alternately, counting and stacking, and conveying to the outside of the machine with belt (special for counting and stacking paper receiving, optional) | △ |
| 03. Electronic counter | 〇 |
| 04. Spring chain adjusting device, adjust the spring chain tightening after the buffer from the driven wheel greatly reduce the impact of the inertia of the tooth row steering, and can maintain the balance of the chain tightening | 〇 |
| 05. Non-stop rolling shutter paper collecting device (special and optional for high pile paper collecting) | △ |
| 06. High stack paper receiving platform lifting device, paper receiving structure can be outside the whole stack paper pulling machine (special for high stack paper receiving, optional) | △ |
| Electrical Parts | |
| 01. Siemens PLC control system | 〇 |
| 02. The die – cutting part adopts Siemens 10.4 – inch touch screen | 〇 |
| 03. All the machines adopt relays, AC contactors, air switches and buttons made by Moeller from Germany to ensure the stability and reliability of electrical parts | 〇 |
| 04. The whole machine adopts Japanese Omron photoelectric switch, optical fiber, encoder and sensor, to ensure the accuracy and stability of electrical detection of each part of the action | 〇 |
Note: This allocation sheet is for reference only, the formal allocation sheet is subject to the contract. Standard configuration: 〇; Optional: △
Main Technical Parameter
| Model | BHT-1650EFC | BHT-1900EFC | BHT-2100EFC |
| Max. Sheet Size | 1650×1200mm | 1900×1400mm | 2100×1600mm |
| Min. Sheet Size | 650×500mm | 650×500mm | 750×650mm |
| Max. Die Cutting Size | 1630×1180mm | 1880×1380mm | 2080×1580mm |
| Minimum Width of Double Cuts | 10-18mm | 10-18mm | 10-18mm |
| Gripper Margin | 6-12mm | 6-12mm | 6-12mm |
| Cutting Rule Height | 23.8mm | 23.8mm | 23.8mm |
| Inner Chase Size | 1670×1230mm | 1920×1430mm | 2120×1630mm |
| Stock Range | ≤9mm corrugated paper, F, E, B, C, A and AB corrugated paper | ≤9mm corrugated paper, F, E, B, C, A and AB corrugated paper | ≤9mm corrugated paper, F, E, B, C, A and AB corrugated paper |
| Max. Die Cutting Speed | 6000s/h | 5000s/h | 4000s/h |
| Max. Die Cutting Force | 400T | 450T | 450T |
| Mobile Lower Platen Adjusting Range | ±1.5mm | ±1.5mm | ±1.5mm |
| Max. Delivery Pile Height | 1500mm (With wooden pallet) | 1500mm (With wooden pallet) | 1500mm (With wooden pallet) |
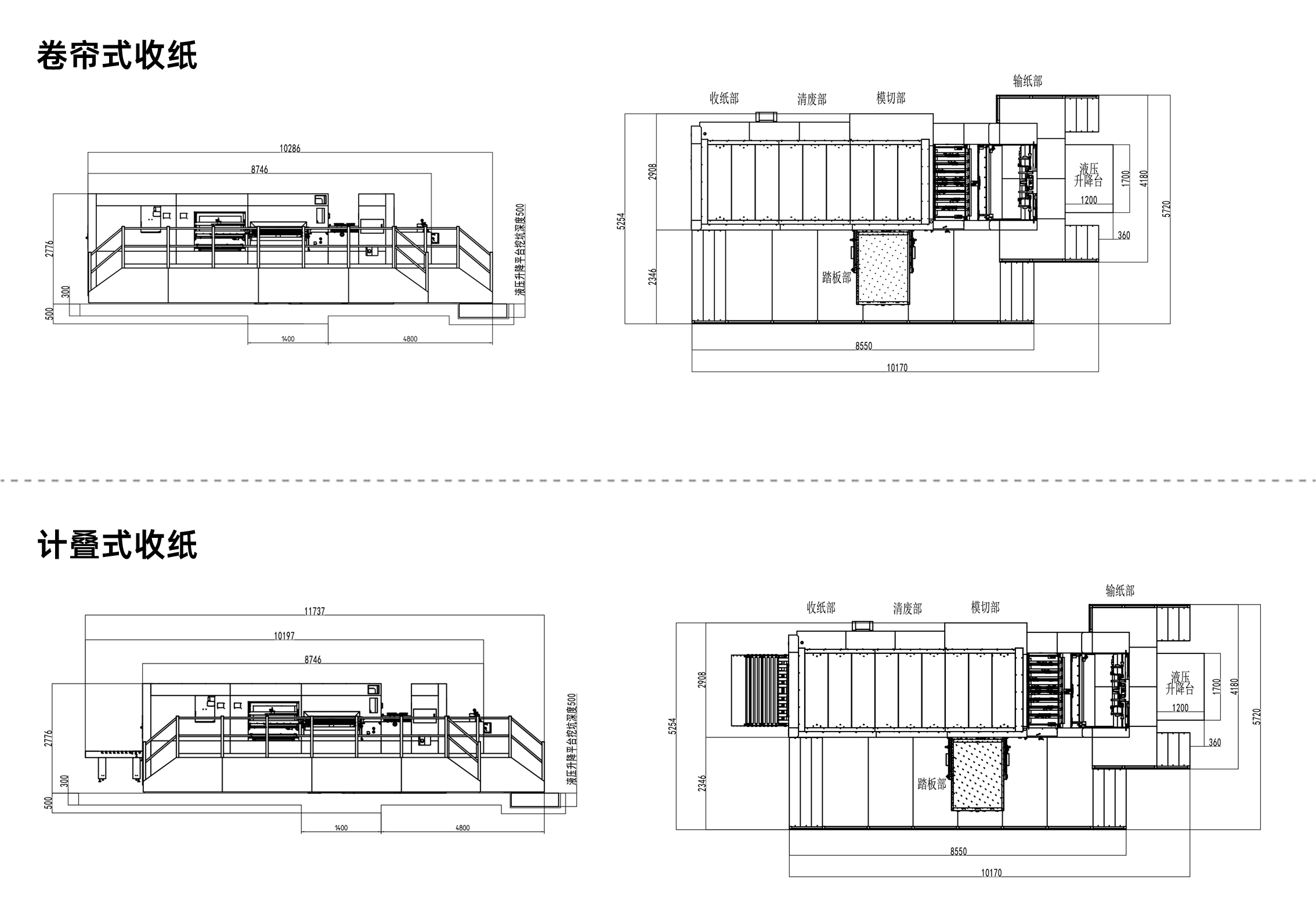
| Overall Dimension (L×W×H) | 10187×5254×2776mm (W:platform included) | 11363×6360×2902mm (W: platform included) | 12360×6360×2970mm (W: platform included) |
| Max. Delivery Pile Height | 计叠式收纸(选配) | 计叠式收纸(选配) | 计叠式收纸(选配) |
| Overall Dimension (L×W×H) | 11638×5254×2776mm (W:platform included) | 13252×6360×2902mm (W:platform included) | 14250×6360×2970mm (W:platform included) |
| Net Weight Approx | 41T | 47T | 52T |
| Main Motor Wattage | 18.5kw | 18.5kw | 22kw |
| Full Load Wattage | 38kw | 40kw | 47kw |
| Air Requirement | Air pressure: 0.6~0.7Mpa, Flow rate: ≥1m3/min | Air pressure: 0.6~0.7Mpa, Flow rate: ≥1m3/min | Air pressure: 0.6~0.7Mpa, Flow rate: ≥1m3/min |
Drawing