MHK 2S1050TT
双机组烫金模切机

产品特点
产品描述:一次走纸可实现如下工艺:
1. 烫金+烫金
2. 烫金+模切
3. 凹凸(深压纹)+模切
4. 烫金+凹凸(深压纹)
MHK-2S1050TT可完成传统单工位烫印设备无法完成的两次烫金精确套准或烫金后凹凸或烫金后模切清废等高难度产品,为您的印后增值。工序没有减少,人员成倍减少,效率成倍提高,质量越来越好,聚模会烫,聚模热压,聚烫热压,一气呵成,无缝衔接!
局部介绍
飞达
高速送纸飞达头,可根据纸张情况自由调整。

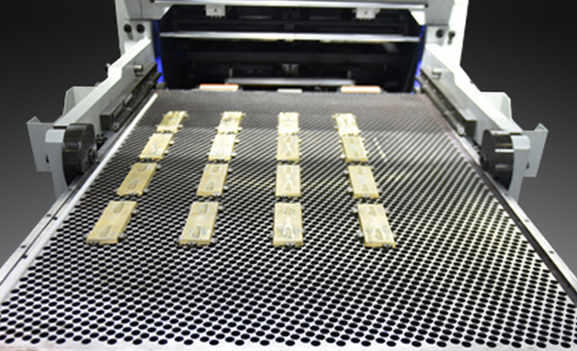
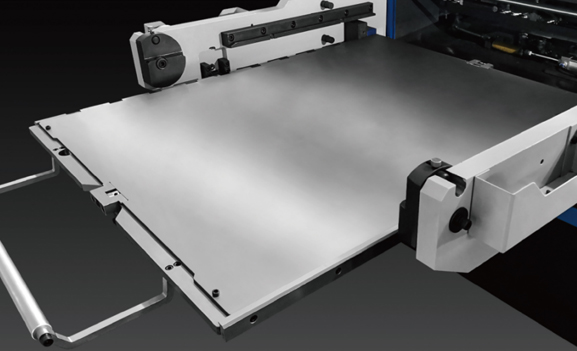
输纸台
采用气弹簧辅助动力,到位减速机构装置,与压纸框配备整体调节压纸轮装置,方便快速调节。

牙排后定位伺服控制系统
牙排后定位采用伺服控制系统,可通过PLC触摸屏按键实现调节每条牙排的准确精度,确保牙排精度,永久性达到±0.075mm精度(专利产品)。
烫金部微调蜂窝板
20 温区独立控制系统,有效控制烫金板的加热温度。确保整个加热系统温度控制更加均衡、稳定。

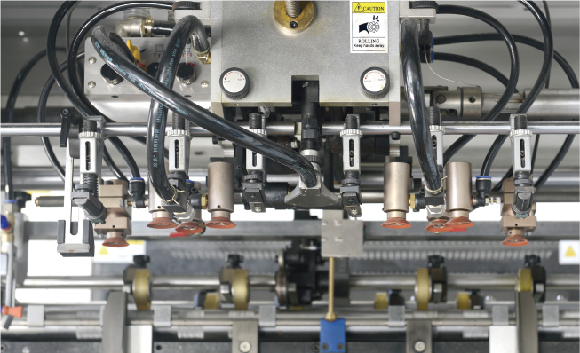
放箔部
三纵二横铝箔独立送箔系统,保证高速下电化铝输送平稳、准确,张力控制可靠,铝箔拉伸小。
版框微调装置
采用中心线快速定位的装置,并具有微调功能,方便版框快速调整。
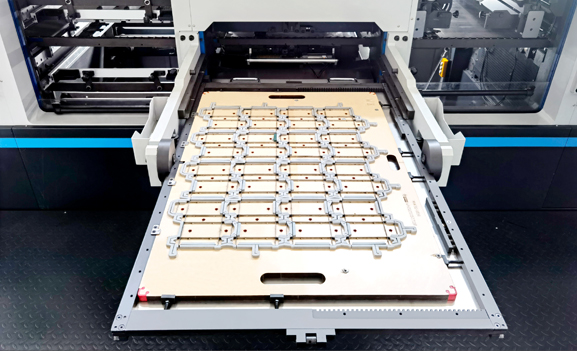
微调模切底板
组合式下垫板中心定位结构(3.5mm+1.5mm),具有微调功能,方便底模调整。
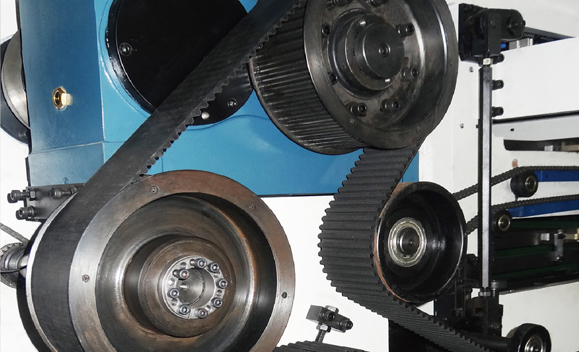
同步带传动,间歇机构
台湾高精度间歇分割器,长期使用也能保证较高的定位精度。

主机冷却润滑机构
自动泵油循环冷却装置,确保主机长时间高速运转的润滑,保持主机润滑油正常温度。

收纸部
卷帘式辅收纸架,可实现不停机收纸,收纸双向辅助吹风,手动取样机构,操作方便。

德国真空泵
德国BECKER无油式吹吸两用真空泵。

自动供油系统
整机采用集中自动供油系统,确保传动部位不缺油。
配置项目
| 输纸部 | MHK-2S1050TT |
| 01、球墨铸铁的整体输送部墙板 | 〇 |
| 02、鱼鳞式强力吸纸飞达头,4 吸 4 送,吸头可配合纸张的变形状况调试各种吸纸角度 | 〇 |
| 03、可调式吸风筒,吸头及分气阀超硬合金处理 | 〇 |
| 04、3 道飞达头防撞装置 | 〇 |
| 05、横向分纸吹风装置 | 〇 |
| 06、主、副堆纸台不停车交替,飞达不停机操作,最大堆纸高度 1600mm | 〇 |
| 07、主给纸堆电动左右微调装置 | 〇 |
| 08、预堆纸装置配置轨道使操作人员可准确方便地将纸堆送入飞达 | 〇 |
| 09、推拉两用侧规,操作侧、传动侧各一套。侧规可在推拉规间调节以满足不同纸张需求 | 〇 |
| 10、侧规、前规纸张光电检测 | 〇 |
| 11、纸张到达前规,降速进纸的功能 | 〇 |
| 12、机电式双张检测器 | 〇 |
| 13、进口输纸皮带及不锈钢传送板 | 〇 |
| 14、输纸框气动抬起装置 | 〇 |
| 15、单点离合器:输送部与主机部能够随时分离和同步结合,简化和方便了操作顺序。无论打样、试压力等都能随心所欲地分离及合上输送部 | 〇 |
| 16、PLC 及电子凸轮控制整机的时序 | 〇 |
| 17、德国贝克品牌吹吸两用真空泵 | 〇 |
| 一工位、二工位主机部 | |
| 01、球墨铸铁的重型主机体与左右墙板及上平台、下动台 | 〇 |
| 02、进口蜗轮,蜗杆与 40cr 曲轴 | 〇 |
| 03、模切底板和刀模板回转装置 | 〇 |
| 04、主传动箱内润滑油自动冷却润滑系统 | 〇 |
| 05、进口扭力限制过载保护器 | 〇 |
| 06、伺服电机调压装置,可通过 PLC 触摸屏按键实现压力的准确控制,调整量准确到 0.01mm | 〇 |
| 07、整套进口阳极处理铝合金牙排及定位结构 11 组,每条牙排采用可调式牙排结构 | 〇 |
| 08、牙排后定位采用伺服控制系统,可通过 PLC 触摸屏按键实现调节每条牙排的准确精度,确保牙排精度,永久性达到±0.075mm 精度(专利产品) | 〇 |
| 09、进口主传动链条 | 〇 |
| 10、进口间歇分割器 | 〇 |
| 11、进口同步带、带轮传动 | 〇 |
| 12、主传动进口气动离合器刹车装置 | 〇 |
| 13、日本 SMC 气压检测装置,气压过低报警提示 | 〇 |
| 14、组合式下垫板中心定位结构(3.5mm+1.5mm),具有微调功能,方便底模调整 | 〇 |
| 15、模切版框采用中心线快速定位的装置结构,具有微调功能,方便板框调整 | 〇 |
| 16、模切板框和模切下垫板采用日本 SMC 气量调节器锁定,避免上、下板框锁定安装不到位的情况,有效避免人为因素操作造成的损失 | 〇 |
| 17、主传动采用伺服电机驱动 | 〇 |
| 18、整机采用集中自动供油系统,确保传动部位不缺油 | 〇 |
| 19、配备储气罐,确保整机气压稳定 | 〇 |
| 收纸部 | |
| 01、球墨铸铁的收纸左右墙板 | 〇 |
| 02、可调机械式收纸毛刷压纸机构,帮助牙排卸纸并堆叠 | 〇 |
| 03、收纸齐纸装置 | 〇 |
| 04、上下极限开关光电检测,防止收纸台堆纸过高和纸张上卷 | 〇 |
| 05、卷帘式辅收纸架,可实现不停机收纸 | 〇 |
| 06、收纸部可通过 7 英寸触摸屏调控整台机器 | 〇 |
| 07、收纸双向辅助吹风,手动取样机构,操作方便 | 〇 |
| 电气部 | |
| 01、自主研发的 PLC 控制系统(专利技术) | 〇 |
| 02、模切部采用 10.4 英寸和收纸部 7 英寸触摸显示屏 | 〇 |
| 03、机器全部采用德国 Moeller 的继电器、交流接触器、空气开关和按钮,保证了电器部分的稳定和可靠 | 〇 |
| 04、整机采用日本欧姆龙 Omron 的光电开关,光纤,编码器和传感器,确保电气检测各部位动作的准确和稳定 | 〇 |
| 烫金电脑控制系统 | |
| 01、自主研发 AC801 烫金电脑控制系统,运行精度准确、速度快,可实现高速智能跳步运行大幅面电化铝箔(专利技术) | 〇 |
| 02、三纵两横铝箔独立送箔系统,保证高速下电化铝输送平稳、准确,张力控制可靠,铝箔拉伸小 | 〇 |
| 03、三纵烫金收箔内侧大幅面双轴收箔装置(专利技术) | 〇 |
| 04、三纵烫金收箔外侧智能收箔柜装置 | 〇 |
| 05、三纵送箔架采用推拉式装置,方便送箔架从机内拉出更换铝箔,操作简便安全 | 〇 |
| 06、烫金伺服采用直连式送箔轴装置、精度高 | 〇 |
| 07、配置断箔检测系统,防止因电化铝意外断裂而引起的烫印废品,提高烫印产品成品率 | 〇 |
| 08、20 温区独立控制系统,有效控制烫金板的加热温度。确保整个加热系统温度控制更加均衡、稳定 | 〇 |
| 09、纵横双向配有铝箔分离吹气装置,适用于大面积烫金 | 〇 |
| 10、铝箔长度短于设定参数将触发警报,计算机处理铝箔监控系统显示剩余及已用铝箔长度 | 〇 |
| 11、烫金部操作台采用 10.4 英寸触摸显示屏 | 〇 |
| 12、全息防伪放箔架装置,操作快捷,对位更换安全,安装方便,保证全息烫印精度准确、稳定(全息烫金专用,选配) | △ |
注:此配置单只供参考,正式配置单以合同为准。标配:〇;选配:△
技术参数
| 型 号 | MHK-2S1050TT |
| 功能简介 | 1. 烫金+烫金 2. 烫金+模切 3. 凹凸(深压纹)+模切 4. 烫金+凹凸(深压纹) |
| 最大用纸幅面 | 1050×750mm |
| 最小用纸幅面 | 400×360mm |
| 最大模切幅面 | 1040×720mm |
| 最大烫金幅面 | 1040×720mm |
| 最大热压幅面 (凹凸/深压纹) | 1040×720mm |
| 叼口空白 | 9~17mm |
| 板框内版尺寸 | 1140×755mm |
| 纸张规格 | 80~2000g/m2卡纸,0.1~2mm 卡纸,≤4mm 瓦楞纸 |
| 模切精度 | ≤±0.075mm |
| 普通烫精度 | ≤±0.075mm |
| 全息定位烫精度 | ≤±0.075mm(选配) |
| 热压精度 (凹凸/深压纹) | ≤±0.075mm |
| 最大工作压力 | 一机组 600T;二机组 600T |
| 最大工作速度 | 7200s/h (模切);7200s/h (烫金);7200s/h (热压) |
| 最大给纸堆高(含托板) | 1600mm |
| 最大收纸堆高(含托板) | 1400mm |
| 最大金箔直径 | Ф250mm纵向,Ф200mm横向 |
| 电加热系统 | 20温区,40~180℃可调 |
| 铝箔宽度 | 20~1020mm |
| 一机组电化铝送箔系统 | 3 纵+2 横(可选) |
| 二机组电化铝送箔系统 | 3 纵+2 横(可选) |
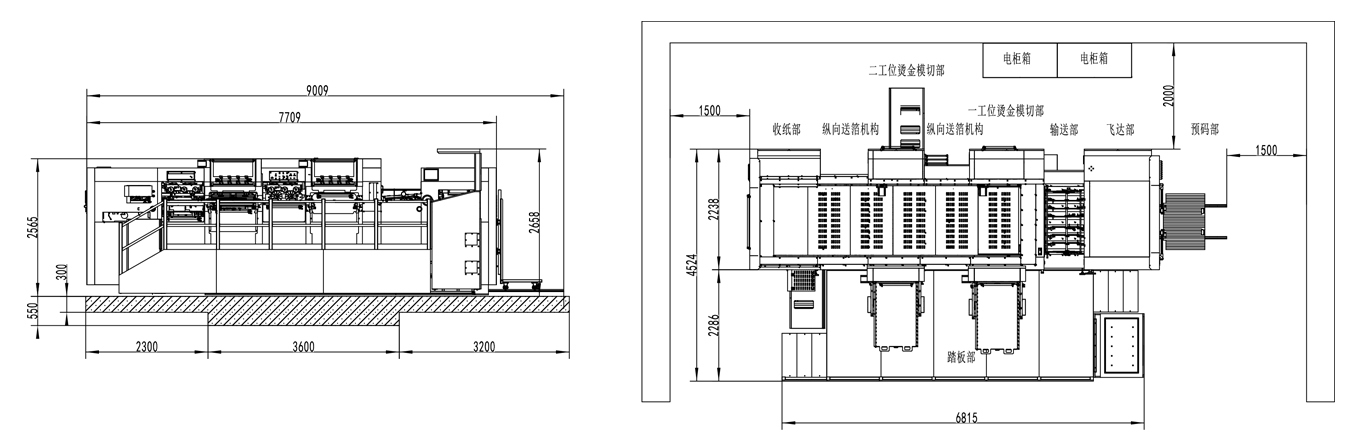
| 整机尺寸 | 8976x4586x2565mm(L×W×H) (长含预上纸轨道;宽含脚踏板) |
| 机器总重 | 37T |
| 主电机功率 | 15KW |
| 满载功率 | 114KW |
| 气源要求 | 压力: 0.6~0.7Mpa,流量: ≥1m3/min |
平面图